


Гибкий подход
Гибка деталей из листового металла — казалось бы, самый простой и очевидный процесс, который вряд ли требует применения сложных высокотехнологичных решений. Однако на деле, чтобы придать листу металла необходимую форму, нужны специальные знания, большой опыт и — да, те самые высокие технологии. Современные листогибочные станки способны выполнять различные технологические операции и изготавливать детали сложной формы в любом количестве. В чём же сложность?
«Объясните техническому специалисту, который не знаком с листовым металлом, что в нашем высокотехничном мире невозможно постоянно получать при гибке угол 90°, не меняя параметров настройки. То получается, то нет! Без изменения программы угол будет меняться, если, например, лист толщиной 2 мм сделан из нержавеющей стали или алюминия, если его длина 500, 1000 или 2000 мм, если гибка производится вдоль или поперёк волокон, если линия гибки находится в окружении пробитых или прорезанных лазером отверстий, если лист имеет различную упругую деформацию, если поверхностное упрочнение вследствие пластической деформации сильнее или слабее, если… если…» — перечисляют на своем сайте специалисты компании «Русметалтехника».

Вопрос выбора
Выходит, проблема не в нехватке технологий, а в их изобилии. В каждом отдельном случае схема гибки выбирается, исходя из механических свойств используемого материала, толщины листа, конструктивных особенностей получаемых изделий, геометрии гибов, требований по точности, экономической целесообразности и других параметров. Важна и сфера применения готового продукта: детали из листовых материалов, получаемые гибкой, широко используют в автомобильной и авиационной промышленности, судостроении, электронике, гражданском строительстве, производстве технологического оборудования, мебели и во многих других отраслях.
«Практически на любом предприятии, где работают с листом, основные технологии, применяемые в заготовительном производстве и определяющие качественный конечный продукт на выходе, — это резка и гибка. При правильном подборе листогибочного оборудования и оснастки, а также при условии использования качественного материала заготовки можно получать большие партии требуемых в производстве деталей с высоким качеством и относительно небольшими производственными затратами», — отмечает руководитель проектов Aliko Oy Ltd Илья Уланен.
Скорость без снижения качества
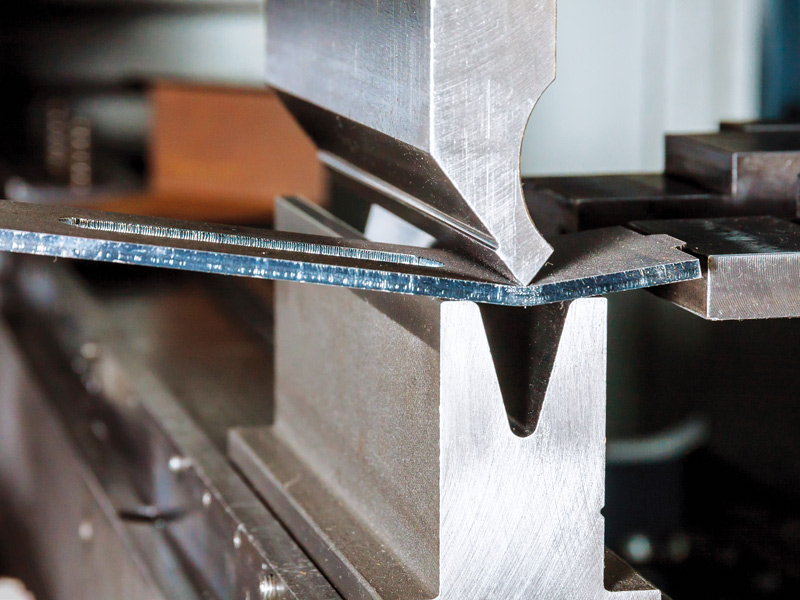
По отзывам промышленников, одним из самых распространённых способов гибки металла на предприятиях является метод воздушной, или свободной гибки, с помощью которого на листогибочных прессах с разным усилием и длиной гибки, с применением разнообразного нижнего и верхнего инструмента можно получить огромное количество разнообразных деталей с высокой точностью и повторяемостью для практически любой отрасли промышленности.
«Воздушная гибка с помощью листогибочных прессов применяется повсеместно, начиная от самых маленьких металлических кронштейнов и электрошкафов до стрел огромных автокранов и башен промышленных ветрогенераторов высотой более 100 метров. То есть практически любое изделие из металла, где можно заметить прямолинейный гиб какой-либо его части, с большой долей вероятности было создано с помощью листогибочного пресса. Имея в станочном парке листогибочный пресс большой длины и усилия гибки, можно изготавливать практически любые детали, включая самые маленькие», — подчёркивает Илья Уланен.
Очевидное преимущество воздушной гибки — возможность с помощью небольшого набора инструментов решать широкий спектр производственных задач. Например, используя пуансон и матрицу с углом 30°, можно производить гибку любых углов от 179 до 30°, учитывая максимальную допустимую нагрузку на инструмент. Требуемое усилие при таком способе гибки для тонкого листа относительно небольшое, поэтому нет необходимости применять мощное оборудование. Для уменьшения износа инструмента и исключения появления следов на изделиях рекомендуется использовать защитные плёнки, прокладки или специальные матрицы со скользящей постелью.
«Современное оборудование в состоянии выполнять гибку с высокой скоростью и хорошей повторяемостью, что позволяет превентивно компенсировать обратное пружинение. В результате реальная скорость воздушной гибки постоянно растёт без снижения качества получаемой продукции», — делятся опытом специалисты компании «Абамет».
При всех достоинствах у свободной гибки есть и недостатки, первоочередной — невысокая точность по углу. По мнению экспертов «Абамет», для большинства задач такая погрешность не является критичной, к тому же вероятность ошибки можно снизить, совершенствуя оборудование и инструмент, повышая качество металла по составу, однородности, обработке и точности по толщине. Ещё один минус воздушной гибки — недостаточная точность формы профиля, из-за чего радиус гибки меняется от центра к краям, а повторяемость профиля варьируется от детали к детали.
Альтернатива свободной гибке
«Мы говорим о воздушной, или свободной гибке, если между листом стенками или дном V-образной матрицы существует воздушный зазор. В настоящее время это наиболее распространённый метод. Если лист прижат полностью к стенкам V-образной матрицы, мы называем это калибровкой. Несмотря на то, что этот метод является достаточно старым, он используется и даже должен использоваться в определённых случаях», — убеждены специалисты компании «Русметалтехника».
В числе преимуществ калибровки они отмечают точность углов гиба, возможность выполнения всех специальных форм с помощью металлического инструмента, маленький внутренний и большой внешний радиус гиба, а также возможность изготавливать изделия с Z-образными профилями и глубокими U-образными каналами. Кроме того, с помощью калибровки возможно выполнение всех специальных форм для толщины до 2 мм с помощью стальных пуансонов и матриц из полиуретана.
Есть недостатки и у этого метода: усилие для калибровки требуется в несколько раз от 3 до 10) больше, чем при свободной гибке, к тому же для каждой формы нужно использовать свой инструмент. Если производитель выпускает не большую серию однотипных изделий, а несколько небольших партий разнообразных деталей, то инструмент придётся часто менять.
Высокая прочность создаёт проблемы
Наиболее остро стоит вопрос гибки современных высокопрочных сталей. Работа с таким материалом требует особых навыков и умений, поскольку в процессе гибки следует учитывать целый ряд неочевидных факторов. Так, по опыту специалистов компании STALONE, первое, что следует брать во внимание — это радиус изгиба: при работе с высокопрочными сталями он должен быть максимальным, поскольку от этого зависит степень усталости материала и возможность возникновения трещин.
Кроме того, гибка высокопрочных материалов должна сопровождаться шлифовкой, чтобы возникшие в процессе сгибания металла шероховатости со временем не превратились в трещины. Специалисты STALONE рекомендуют проводить гибку в один ход и при этом следить за тем, чтобы материал не пружинил. В отдельных случаях можно использовать смазку для снижения сопротивляемость высокопрочной стали — соответствующие указания обычно дают её производители. А иногда допустим и предварительный нагрев заготовки, который снижает вероятность растрескивания металла.
При этом правильный выбор листогибочного инструмента в сочетании с использованием пресса необходимой мощности, в соответствии с вышеперечисленными способами, даёт возможность получать детали с заданными параметрами и требуемой точностью.
На пути к совершенству
«Несмотря на то, что технология гибки достаточно проста, очень трудно установить баланс напряжений и деформаций состояния в заготовке.
Напряжения в материале появляются в процессе деформации. Сначала это упругие, а затем пластические напряжения. Деформация происходит неравномерно, её интенсивность выше в углах и значительно снижается к торцам заготовки. Во время сгибания тонколистового материала его внутренние слои сжимаются, а наружные, наоборот, растягиваются. На стыке этих зон находится нейтральный слой. Бездефектная гибка возможна только в том случае, когда точно определено место расположения нейтрального слоя», — отмечают специалисты ООО «ВТ-Металл».
С учётом всех особенностей гибки различных материалов сегодня по-прежнему актуально развитие направления листогибочного оборудования и дополнительной оснастки для него. Тем более что материаловедение успешно развивается и дарит промышленности всё новые продукты.
«Улучшения технологии гибки и её эффективности достигаются за счёт новых разработок, связанных с комплектацией листогибочного оборудования универсальной высокопроизводительной оснасткой, которая позволяет значительно расширить его возможности. В качестве примера можно привести составной верхний пуансон, который позволяет значительно снижать затраты на приобретение оснастки и экономить место для хранения сменного инструмента, а также сокращает время переналадки и смены листогибочного инструмента. Особенно стоит отметить универсальный нижний инструмент — ЧПУ матрицы с регулируемым ручьём и сверхбыстрой переналадкой, выдерживающие высокие удельные нагрузки.
Согласно опыту наших клиентов, КПД листогибочного оборудования при использовании вышеуказанных инструментов может повышаться в два раза», — отмечает представитель Aliko Oy Ltd.
Увеличивать производительность можно не только за счёт модернизации технологического оборудования, но и использования программного обеспечения, а также внедрения робототехнических систем для автоматизации основных и вспомогательных переходов гибки которые доказывают свою эффективность при серийном производстве. Помимо роста объёмов выпускаемой продукции, повысить эффективность производства можно, совершенствуя системы управления технологическим оборудованием.
Например, некоторые современные гибочные комплексы оснащены автоматическими системами позиционирования заготовки и смены инструмента. В функции оператора входит установка листовых заготовок, а в отдельных случаях и этот функционал делегируется роботам.
Позиционирование заготовки также может производить система с присосками, которые позволяют по управляющим программам перемещать лист между переходами гибки.
Преимущество автоматизированного станка в том, что ошибки в оснастке гибочных инструментов исключены — система сама распознаёт тип инструмента и его положение в стеллажном магазине. А вот изначально правильно подобрать инструмент для запланированных технологических операций и разместить его в стеллажном магазине — задача оператора.
Для облегчения работы оператора и повышения качества гибки производители оборудования предусматривают некоторые специальные функции. Например, на гидравлических вертикальных гибочных станках размещают светодиоды, которые при наладке указывают, в каких местах необходима установка гибочных инструментов, а в процессе работы — на какой позиции должен выполняться следующий переход гибки. Пульты дистанционного управления избавляют оператора от необходимости находиться в непосредственной близости от станка и в то же время обеспечивают ему постоянный доступ к основным функциям. А лазерная система защиты повышает безопасность рабочего места оператора.
Калибровкой, со стальными пуансонами и полиуретановыми матрицами можно готовить все возможные специальные формы толщиной до 2 мм. Но усилие для этого процесса потребуется в несколько раз больше, нежели при свободной гибке.
Текст: Мария Кармакова. Фото: freepik.com



















