


Лазерная и гибридная наплавка – современное решение задачи продления срока службы металлических изделий
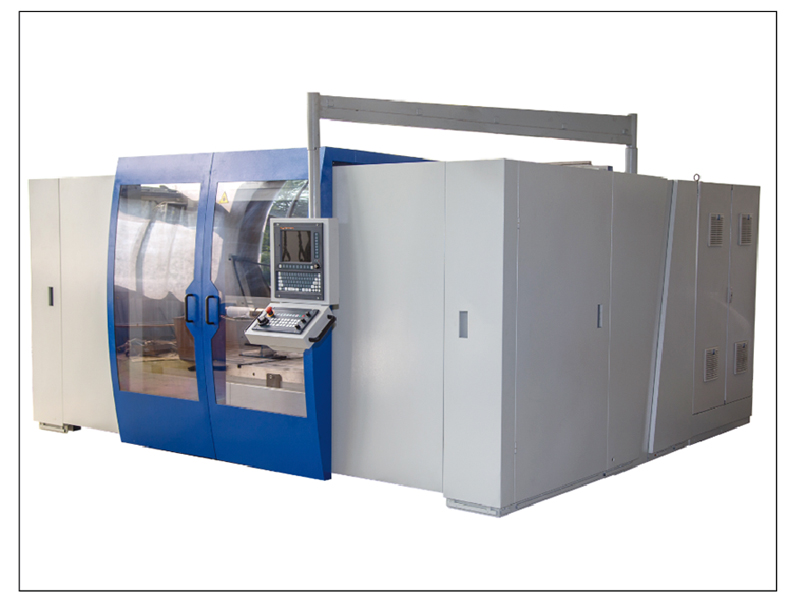
На предприятиях кузнечнопрессового производства, которые занимаются восстановлением штампов пресс-форм, широко распространена технология лазерной наплавки. Она позволяет восстанавливать поверхность металлических изделий и продлевать срок их службы. Рассмотрим технологии и новые способы наплавки, которые опробованы на лазерном комплексе ЛК-5В с многотрубчатым газоразрядным источником производства ООО «ТермоЛазер».
В последние годы на смену лазерным технологиям в чистом виде всё чаще приходят гибридные и комбинированные технологии. К ним относятся лазерно-плазменные процессы, в которых используется совместное действие дуговой плазмы и энергетического источника. Применение такой технологии позволяет реализовать однослойное высокопроизводительное наплавление. При этом оно будет иметь значительную ширину и высоту при отсутствии дефектов, малой неровности поверхности и малой глубине проплавления материала объекта наплавки.
Как правило, совмещение потоков энергии дуги и излучения в процессе наплавки на лазерное пятно предопределяет сложную нелинейную взаимозависимость. Для того чтобы минимизировать этот фактор, в процессе наслоения предлагается не совмещать направление подачи с положением лазерного пятна, а периодически осуществлять воздействие луча на сварочную проволоку для её подогрева. При этом на рабочую поверхность для получения ванны расплава луч обращать непрерывно, а направление подачи проволоки устанавливать относительно расположения ванны расплава и положения предыдущего валика. Наплавочную проволоку предлагается направлять на часть поверхности, расположенную вблизи задней границы ванны расплава.
Для нагрева материала лазерным излучением требуется ванна расплава достаточных размеров как по ширине валика, так и по направлению наплавки. Для этого предлагается формировать ванну с поперечными размерами, превышающими размер используемой проволоки путём сканирования луча источника по двум ортогональным направлениям. В целях сокращения глубины ванны расплава допускается применить дополнительный подогрев наплавляемого металлического объекта сторонним источником тепла в виде газовой горелки или инфракрасного нагревателя. При этом уменьшится температуропроводность материала, вследствие чего снизится и величина энергии лазерного излучения, необходимой для создания требуемой ванны расплава.
Предложенный способ опробован при наплавке на изношенную рабочую поверхность роликов машины непрерывного литья заготовок, изготовленных из жаропрочной релаксационной стали 25Х1МФ с температурой плавления 1350‒1450 °С, порошковой наплавочной проволокой марки АSМ 4430-ОА/SA на комплексе ЛК-5В с многотрубчатым газоразрядным лазером производства ООО «ТермоЛазер».

На Фиг. 1, а показано относительное расположение зон нагрева и основных компонентов процесса в плане, а на Фиг. 1, б – относительное расположение проволоки, лазерного луча и наплавляемой поверхности по направлению наплавки. Также на Фиг. 1, а и Фиг. 1, б обозначены:
1 – наплавляемая поверхность ролика;
2 – лазерное пятно на поверхности объекта;
3 – положение проволоки по ширине валика;
4 – условная граница предыдущего валика 11 на поверхности наплавки 1;
5 – условная граница предыдущего наплавленного валика 11 на поверхности предшествующего ему валика;
6 – условная граница валика 12 на поверхности наплавки 1;
7 – условная граница валика на предыдущем валике 11;
8 – зона воздействия лазерного луча на поверхность;
9 – ванна расплава;
10 – примерное расположение зоны предоплава наплавляемой поверхности;
13 – лазерный луч;
Н – совокупная ширина наплавляемого валика;
В – ширина части валика, расположенной на поверхности;
X, Y, Vx и Vy – декартовы координаты сканирования лазерного луча и скорости сканирования по координатам соответственно;
α – угол наклона оси проволоки к наплавляемой поверхности;
L – длина участка проволоки, нагреваемого лазерным лучом.
При выполнении лазерного наслоения использовалось дофокусное расположение лазерного пятна 2 на поверхности 1; луч направлялся к поверхности по нормали, а ось проволоки 3 располагалась по условной границе 4 предыдущего наплавленного валика 11.

Геометрическими и техническими параметрами используемых компонентов и процесса наплавки являлись:
- диаметр проволоки — 1,6 мм;
- угол наклона оси проволоки к наплавляемой поверхности α — 40 град;
- длина участка проволоки, нагреваемого лазерным лучом, L — 3 мм;
- линейная скорость перемещения поверхности ролика относительно
- наплавочной проволоки — 7,5 мм/с;
- диаметр лазерного пятна на поверхности наплавки — 3,5 мм;
- частота сканирования по координатам X и Y — 50 Гц;
- амплитуда сканирования по координате X — 2,2 мм;
- амплитуда сканирования по координате Y — 5,5 мм;
- линейные скорости перемещения лазерного пятна в процессе сканирования Vx и Vy — 550 мм/с;
- максимальная мощность излучения — 6,5 кВт;
- напряжение дуги — 43 В;
- ток дуги — 120 А.
Предложенный способ размещения проволоки и луча позволил нагревать материал на участках предоплава и вблизи передней границы ванны лазерным излучением перед нанесением наплавляемого слоя. А также проводить термическую подготовку поверхности. При этом с поверхности происходило испарение инородных включений. В процессе реализации предложенного способа наплавки специалисты применяли дополнительный нагрев поверхности ролика источником инфракрасного излучения до температуры 250‒300 °С, что в совокупности с лазерным сканированием обеспечило глубину ванны расплава не более 0,5 мм, измеренную с использованием металлографии по окончании наплавки. Процесс осуществлялся в среде аргона.
При выбранных геометрических и технических параметрах используемых компонентов и процесса результатом наплавки явился валик. Его примерные форма и размеры в поперечном сечении приведены на Фиг. 2, где обозначены:
14 — поток расплава проволоки;
15 — сечение валика;
К — высота валика;
ε — величина неровности слоя.
В результате выполненной наплавки получены следующие размеры сечения валика: н = 7,2 мм; В = 4 мм; К = 2,2 мм; ε = 0,25 мм. Тогда величина r для параболы будет равна r = 1,4 и площадь сечения составит величину S = 19,04 мм2. При выбранной скорости перемещения поверхности наплавки 7,5 мм/с производительность процесса составляет 142,8 мм3/с, что является высокой величиной.
Металлографический анализ качества выполненной наплавки показал отсутствие микротрещин, пор и неоднородности слоя, а приведённые результаты и последующая промышленная эксплуатация роликов на одном из промышленных предприятий свидетельствуют о высокой эффективности способа гибридной лазерно-дуговой наплавки, предложенного и освоенного специалистами ООО «ТермоЛазер».
Являясь одним из основных производителей лазерных технологических комплексов в РФ, компания ООО «ТермоЛазер» поставляет широкую номенклатуру комплексов для закалки с помощью луча и гибридной наплавки по заказу, а также предоставляет услуги по лазерной закалке или обработке деталей сторонним предприятиям.
На правах рекламы

Текст: Дмитрий Чухланцев, Владимир Умнов. Фото и схема предоставлены ООО «ТермоЛазер».
termolazer.ru
8 (800) 100-88-26
info@termolazer.ru
ООО «ТермоЛазер»
600035, Россия, г. Владимир
ул. Куйбышева, 24 г




















