Идеально не получится: о дефектах сварных швов
Металл — материал капризный, особенно когда дело касается сварки. Один малейший недочёт, и шов получается неровным, с трещинами и порами. Дефекты сварных соединений появляются регулярно и требуют времени на то, чтобы найти наиболее подходящий и быстрый способ их устранения. Рассмотрим популярные случаи дефектов в швах, разберёмся с их причинами и расскажем, почему сварка с помощью робота сводит их образование к минимуму.
Виды дефектов
Металлов с различной свариваемостью много, и дефектов за все времена использования этого способа соединения материалов сварщики обнаружили достаточно. Если начинать издалека, то нарушения можно поделить на три группы: наружные, внутренние и сквозные.
Руководитель направления автоматизации ООО «ГК Волгаэнергопром» Сергей Моршанский рассказал, что часть из них образуются во время сварки, например, поры, подрезы, наплывы, непровары или прожоги. Другие появляются уже после, к ним относят усадочные раковины, холодные и горячие трещины.
Самыми распространёнными нарушениями стали трещины. Горячие образуются при высоких температурах, когда температура выше точки солидуса до 1000 °С, а холодные в интервале ниже 250…200 °С.
«Дело в том, что процесс охлаждения металла при сварке растянут во времени, а так как металл содержит различные примеси и легирующие элементы, то они по-разному влияют на затвердевание прослоек металла и интервал кристаллизации.
В местах их скопления значительно снижается температура затвердевания участков жидкого металла, расположенного между ячейками. Поэтому растёт разница пластичности и прочности прослоек металла, затвердевающих при более низкой температуре по сравнению с ранее закристаллизовавшимся», — объяснил руководитель отдела cварочного оборудования ООО «ПГ Векпром» Юрий Полиневский.

По сути, виноваты примеси с разной температурой затвердевания. А наиболее опасны холодные трещины, так как они могут появиться уже во время инкубационного периода, то есть уже после проверки качества.
Что является причиной
Причиной образования дефектов часто становится не только температурный режим и ошибка сварщика во время процесса.
«Дефекты появляются из-за различных факторов: неправильной техники сварки и подобранных режимов, низкой квалификации сварщика, плохой зачистки кромок, неправильной сборки под сварку. Также на качество влияет плохая газовая защита», — перечислил Сергей Моршанский.
Более подробно специалист коснулся сборки детали перед сварочным процессом.
По его словам, её нужно производить в соответствии с ГОСТом: выдержать правильный зазор, притупление и смещение кромок, помимо этого, необходимо соблюсти угол раскрытия кромок. Эти параметры обычно контролируются при помощи измерительных инструментов, Для облегчения сборки применяются сварочные столы, центраторы (наружные или внутренние), прижимы, упоры и т. д.
«Для предотвращения дефектов также необходимо качественно подготавливать поверхность под сварку: производить зачистку кромок и околошовной зоны, обезжиривать поверхности», — добавил г-н Моршанский.
Непосредственное влияние на качество сварных соединений оказывают сварочные материалы. Как отмечает эксперт, неправильный выбор диаметра проволоки или электрода нередко приводит к непровару или, наоборот, к прожогу.
Кроме этого, сварщик обязан следить, чтобы химический состав наплавляемого металла соответствовал основному. Несоблюдение этого правила может привести к изменению свойств шва или вызвать появление холодных и горячих трещин.
Эксперты отметили: есть конструкции, которые выдерживают статические нагрузки, а есть те, которые должны быть устойчивы к динамическим. Соответственно, даже при равных нагрузках требования к материалам предъявляются разные.
Тем не менее и тут есть основообразующие правила. Г-н Моршанский поясняет, что для более качественных соединений необходимо подбирать материалы с наименьшим содержанием вредных примесей, таких как сера и фосфор. Кроме этого, нужно следить, чтобы содержание диффузионного водорода в металле шва было минимальным. Также большое влияние на качество соединения оказывают легирующие элементы, входящие в состав наплавляемого металла, от их свойств зависит свариваемость металлов.

Аппараты тоже виноваты
Помимо вышеперечисленных факторов, на качество сварных соединений влияют и функциональные возможности оборудования. Сергей Моршанский отметил, что, например, недорогие модели полуавтоматов не всегда могут похвастаться стабильностью выдаваемых характеристик, к тому же такие аппараты могут не обеспечить равномерную подачу присадочной проволоки.
В результате мы получаем неравномерность шва и брызги в околошовной зоне.
Более дорогостоящие аппараты упрощают процессы и повышают качество швов за счёт встроенных дополнительных возможностей: функция горячего старта позволит избежать непровара в начале шва, а функция заварки кратера — предотвратить появление кратера в конце сварки, режим форсированной дуги позволяет проваривать детали больших толщин, выполнять сварку на большем вылете проволоки и т. д.
Эксперты сходятся во мнении, что добиться более высокой производительности и качества поможет сварка лазером.
«Лазерная сварка — это особый вид, на него распространяются не все дефекты, свойственные дуговым способам», — говорит руководитель технологического центра ООО «ЭСАБ» Максим Гончаров.
Однако есть у этого метода особенность. Процесс лазерного сваривания достаточно быстрый и без дополнительной механизации или роботизации гарантий качества не даёт. Исключение составляют короткие и тонкие швы.
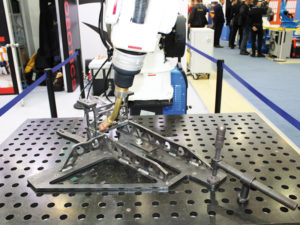
Другое дело — робот
Роботизация может решить многие трудности на производстве, но, как мы уже не раз писали, после внедрения автоматизированных решений не всегда результат оказывается тем, что ожидался. По словам г-на Гончарова, робот в первую очередь обеспечивает скорость и повторяемость.
«Применение роботов для сварки позволяет свести к минимуму количество дефектов, вызванных человеческим фактором, но для этого требуется хорошая сборка и подготовка поверхности», — объяснил Сергей Моршанский.
Максим Гончаров, в свою очередь добавил, что виды дефектов зависят от способа, который использует робот: SAW, MIG, TIG, Plasma, Laser и др Кроме того, у роботизированной сварки есть свои недостатки, например, один из ключевых — плохое качество сборки кромок стыка: переменные зазоры или их отсутствие, смещение от зоны соединения, наезд на прихватку и т. д.
У этих ошибок есть свой ряд причин. Часто они связаны с плохой подготовкой и сборкой изделия для сварки или же с тем, что интегратор роботов при разработке робототехнического комплекса не учёл технологических особенностей сборки или изделия.
В таком случае решить проблему поможет дооснащение сварочного робота дополнительными средствами контроля, измерения, привязки к детали. Но не последним по важности фактором становится качественное программирование оборудования.
«Если сварку ведёт опытный сварщик, то он видит, когда нужно увеличить длину дуги, когда уменьшить, когда замедлиться, а когда ускориться. Исходя из этого он принимает решение по колебанию и изменению угла наклона электрода. При роботизации все эти аспекты важно продумать заранее и прописать в программе», — рассказал руководитель технологического центра ООО «ЭСАБ».
В правильно написанной программе датчик должен проанализировать стык, и, если потребуется, внести изменения в программу. Но есть ещё одна проблема. Очевидно, что программисты не разбираются в тонкостях сварки, а сварщики не понимают, как написать программу. Выходом из этой ситуации стала тенденция тесного сотрудничества специалистов IT и технологов по сварке.
Не одно, так другое
Даже после того как программисты напишут идеальную программу, а специалист выберет наиболее подходящий метод сварки, ждать от робота 100% качественного соединения лучше не стоит.
Нет сомнений, что по замыслу роботизированная сварка должна быть максимально производительной, ведь тогда технология быстрее окупается и приносит доход владельцу. Предприятия стараются использовать каждую возможность сварочного оборудования и функционала самого робота. Г-н Моршанский подтвердил, что вручную стабильно варить на скоростях, близких к максимальным, очень сложно, а с помощью робота — вполне вероятно. Однако есть одна серьёзная загвоздка: если случится сбой, то робот продолжит движение по изделию, а сварочный аппарат при этом не успеет среагировать на пропадание дуги, и, следовательно, образуется дефект. Минимизировать риск помогут правильно подобранные материалы и расходные комплектующие. Эксперт уверяет: ликвидировать последствия сбоя выйдет гораздо дороже, чем использовать более дорогие и износостойкие расходники.
Есть у робота и ещё одна особенность. По словам Сергея Моршанского, хоть это и умная машина, но она не видит, как формируется сварочная ванна. В отличие от человека, компьютер не может в зависимости от полученной визуальной информации принять решение: изменить угол горелки, замедлить или ускорить сварку, увеличить или уменьшить колебания и т. д.
Робот способен лишь анализировать заготовку и определять стратегию сварки, и то только при помощи дополнительного оборудования, например, специальных датчиков или камер машинного зрения.
Чтобы избежать возникновения дефектов, эксперты рекомендуют в основном те же правила, что и при ручной сварке: использовать качественные сварочные материалы и технические газы, вовремя обслуживать роботизированные комплексы и сварочное оборудование, своевременно менять расходники.
«На производстве должны быть установлены высокие требования к качеству заготовок и сборочной оснастке, к отсутствию загрязнений на заготовках.
Также необходимо грамотно составлять программу сварки, учитывая технологические особенности, тепловложение, пространственное положение швов и пр.», — добавил г-н Моршанский.
Как устранить дефекты?
Если попытки снизить вероятность появления нарушений сварочных соединений всё же закончились провалом, а шов получился с трещинами или другими дефектами, остаётся только применить методы, испытанные годами. Это относится и к устранению проблем при роботизированной сварке: лучше ручного способа исправления сварщики пока ничего не придумали. Робот завершает выполнение сварочной программы, и после проверки ОТК деталь либо передаётся сварщику для исправления дефектов, либо (если деталь без дефектов) идёт дальше на следующий участок.
Для предотвращения дефектов необходимо качественно подготавливать поверхность под сварку (производить зачистку кромок и околошовной зоны, обезжиривать поверхности), а также выполнять качественную сборку. В случае, когда дефекты уже появились, устранить их можно подваркой или выборкой с последующей подваркой.
Руководитель отдела cварочного оборудования ООО «ПГ Векпром» Юрий Полиневский
«Рекомендациями для предотвращения образования горячих трещин являются:
• использование сварочных материалов с низким содержанием вредных примесей (серы, фосфора);
• использование правильных способов и режимов сварки, позволяющих
• получать оптимальную форму сварочной ванны;
• правильное проектирование конструкции с учетом её жёсткости, чтобы та приближалась к средней;
• в некоторых случаях рекомендуется предварительный подогрев».
Текст: Анастасия Семёнова